
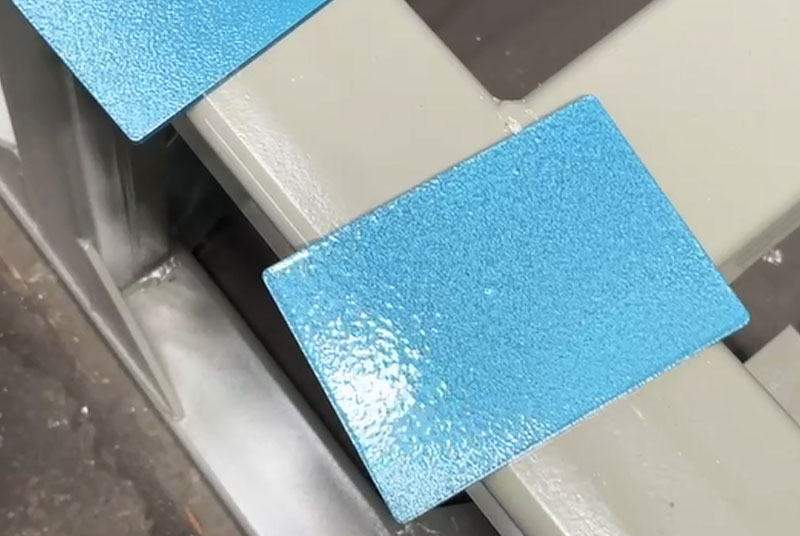
锤纹漆是一种艺术涂料,其漆膜纹路类似重锤击打后的效果,是一款集保护性和装饰性于一体的涂料。锤纹漆可应用于各类泵类、器械、电机、机床、仪器仪表、设备、防盗门窗、五金、文件柜、保险柜等表面的涂装。那么锤纹漆怎么喷呢?施工时需要注意什么?
01 喷涂前应先把被涂表面打磨干净,除去油污、水汽等,并预先排走压缩空气罐(气缸)内的积的水。
02 锤纹漆施工前要充分搅拌均匀,再用锤纹专用稀释剂将锤纹漆调稀。这里要注意稀释剂的用量,若稀释剂过多,漆点小,漆膜中含有大量的稀释剂,会致使锤纹变平暗;若稀释剂太少,漆点过大,颜料难以沉降和旋转形成浅碟形,会使锤纹不清,不完整。建议施工粘度一般30 - 50秒为宜。
03 要注意把控喷涂的距离和速度,喷枪漆嘴与工件的距离应保持20-35cm左右,喷嘴应尽量垂直工件为宜。
04 喷锤纹漆时,大多应在离工件面一个喷幅左右的距离开枪与收枪。开枪和收枪不能任意起落,这样锤纹才均匀美观。
05 喷枪气压不宜超过3 MPa,否则漆点变细、锤纹小甚至不出现锤纹或乱纹。
06 多棱面的工件喷涂锤纹漆时,要考虑到相邻表面之间相互沾污的可能性会影响到锤纹的美观性,应按先上后下,先左后右,工件面尽可能水平面进行喷涂。
07 喷涂锤纹漆不宜在大风条件下进行,以免漆点被风吹乱洒到工件上导致锤纹不均匀。
杭州油漆——杭州亚盛涂料有限公司,与您分享更多油漆知识与案例,欢迎查看http://yashengtl.com/,本公司将免费提供施工指导、配套方案、油漆推荐等。油漆采购或技术问题,欢迎联系主页电话咨询!


